一、行业概述
1、数控精雕机简介
精雕机是使用小刀具、大功率和高速主轴电机的数控铣床,用于完成较小铣削量,或软金属的加工设备。其优点:可进行比较细小的加工,加工精度高,对于软金属可进行高速加工;缺点:由于钢性差所以不可能进行重切削。
国外并没有精雕机的概念,加工模具他们是以加工中心(电脑锣)铣削为主的,但加工中心有它的不足,特别是在用小刀具加工小型模具时会显得力不从心,并且成本很高。国内开始的时候只有数控雕刻机的概念,雕刻机的优势在雕,如果加工材料硬度比较大也会显得力不从心。精雕机的出现可以说填补了两者之间的空白。精雕机既可以雕刻,也可铣削。
多功能精雕机是集中雕刻、铣削、切割、钻孔和攻丝多功能合一的数控机床,通过自动换刀来实现各种功能的切换,实现一机多用,既可高速和中速雕铣、打磨、钻孔,也能低速刚性攻丝。
二、高速电主轴
1、机床电主轴:
电主轴是将机床主轴与主轴电机融为一体的新技术,电主轴是一套组件,它包括电主轴本身及其附件:电主轴、高频变频装置、油雾润滑器、冷却装置(水冷油冷)、内置编码器、换刀装置等等。
2、电主轴驱动:电主轴的电动机均采用交流异步感应电动机,由于是用在高速加工机床上,启动时要从静止迅速升速至每分钟数万转乃至数十万转,启动转矩大,因而启动电流要超出普通电机额定电流5~7倍。变频器和伺服驱动器均能实现电主轴驱动,但伺服驱动器不但具有更好的动态性能,还可以实现C轴(位置控制)功能。
三、多功能精雕机对伺服驱动器的技术要求:
1、稳速精度:指主轴运转稳定运行时的转速波动误差,误差控制要求在0.3%以内。
2、急加/减速:为了提高工作效率,要求伺服驱动器的加减速时间尽管短,一般要求在3~5秒完成。
3、避免超调现象:伺服驱动器从一个速度变化到另一个速度时的震荡指标,一般要求超调量越小越好。
4、低速重切削要求:在加工一些工件时需要伺服驱动器低频大转矩输出。低速重切削是衡量伺服驱动器是否适合在多功能雕铣机电主轴应用的最重要的指标。
5、高速轻切削要求:要求高速的数控系统以及极好的伺服电机特性,误差尽可能小。
6、高环境适应性:由于机床加工材料的特殊性,现场金属粉尘、油污、潮湿等恶劣环境,需要伺服驱动器较高的防护等级;
7、低速刚性攻丝:加工内螺纹丝时,同步控制主轴的旋转和Z 轴的进给量,这样攻丝的精度可以得到保证。刚性攻丝工艺要求主轴做定位控制,0速力矩保持进刀。进刀时,主轴处于定位状态,这样每次进刀时的刀口位置是一致的,攻丝和出刀的速度同步,速度精度要求极高,这样才能保证主轴出刀时,螺纹丝不会被弄坏。
三、ES850H系列床电主轴行业应用关键点
1、可驱动电主轴实现3万转稳定高速运转,满足高精度雕铣功能;
2、精准的定位控制功能,保证主轴进刀口位置一致;
3、攻丝时,稳速精度高(速度精度±0.01%)、加减速响应时间快(3秒甚至更低的加减速时间)、低速切削力矩大(受限电主轴的刚性,最高可攻M10螺孔);
4、高防护等级,更好的适应现场恶劣环境;
四、调试过程
1、闭环矢量控制参数设置及调试过程
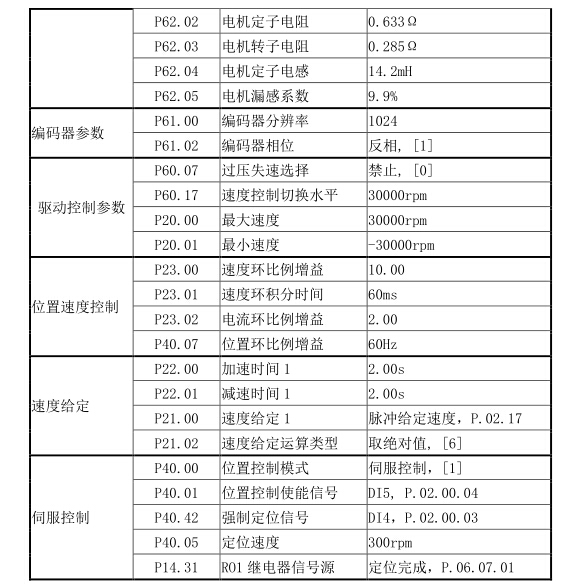
1)、设置63组电机铭牌参数,启动伺服驱动器做电机参数静止自学习。
2)、将编码器信号线(8根信号线)正确接入PG卡端子,设置P63.07为1(闭环矢量控制模式),设置P61.00编码器每转脉冲数,测试运行闭环矢量控制。
3)、观察闭环矢量控制运行状态,适当调整23组参数速度环比例增益和积分时间,包括P23.02电流环比例增益和P40.07位置环比例增益,直到电机运行状态稳定。
2、调试定位控制功能
设置P40.00为1伺服控制使能,仿真端子DI5使能(P40.01位置控制使能信号)、将主轴用红笔做好标记,测试主轴定位功能。
3、结合系统做刚性攻丝
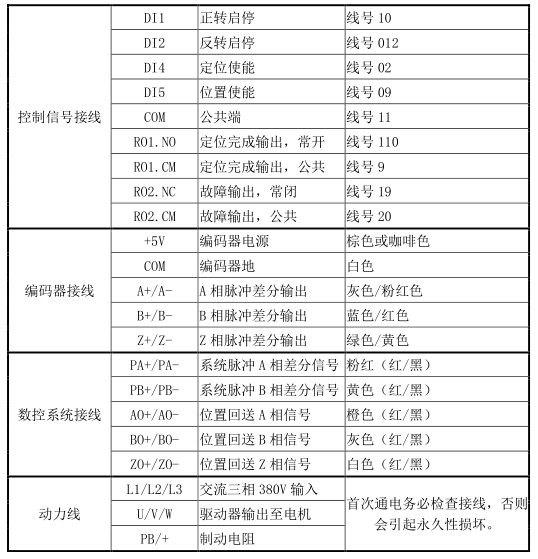
将系统信号线正确接入ES850H控制端子(启停正反转及继电器输出信号),系统速度脉冲信号接入PG卡(4根线),PG卡(6根线)反馈当前运行速度脉冲信号给系统。
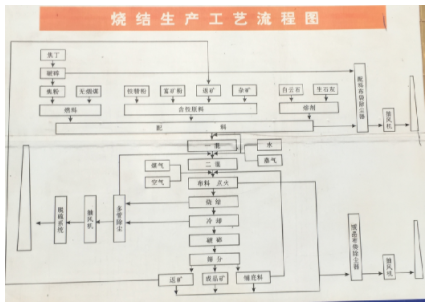
刚性攻丝生产过程:
首先,主轴刀钻初孔。
然后,更换刀口攻螺纹丝。主轴加工螺纹孔前,主轴定位使能,RO1继电器输出定位完成信号给系统,此时主轴刀口定位力矩保持,以相同的位置进刀,系统给定脉冲速度信号,主轴提速做攻丝环节,当螺纹深度达到,系统停车,反向运行回刀,当刀口离开螺纹孔,再次做强制定位使能,进入第二个螺纹孔攻丝流程。此过程中,攻丝和回刀要求速度精度非常高,保证螺纹丝在回刀时不会弄坏。
分别做M3~M10不同型号螺纹孔攻丝,观察伺服驱动器输出电流及主轴运行情况。
4、系统接线和参数设置
1)、系统接线
2)、参数设置

五、现场图片

| *登录名: |
|
| *图片验证码: |
|